
销售热线
主营:欧姆龙,三菱,安川,Pro-face
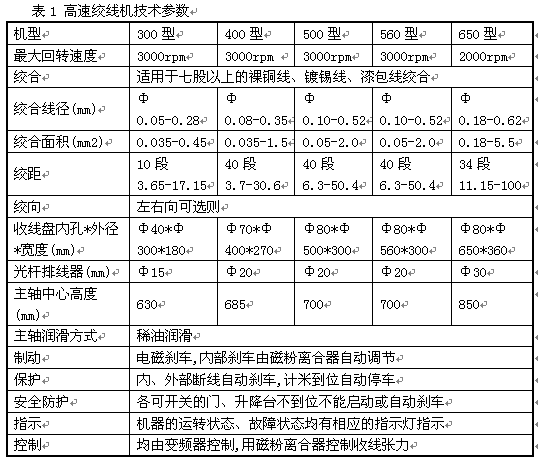
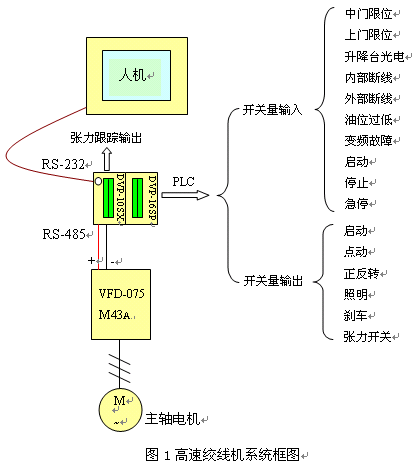 2.2工艺要求及技术参数(1)技术参数。高速绞线机分为以下几种机型:300型/400型/500型/560型/650型,技术参数如表1所示。
2.2工艺要求及技术参数(1)技术参数。高速绞线机分为以下几种机型:300型/400型/500型/560型/650型,技术参数如表1所示。
 3工艺分析
3.1张力跟踪
张力跟踪采用进口的磁粉离合器,根据当前的计长占人机界面上设定的总长的比例,同时结合卷径比的设定,自动通过PLC计算磁粉离合器应当输出的转距,进行张力的自动跟踪和初始张力的设定。卷径比的设定从1.7-3.1,卷径比的不同影响转距输出的最大值。张力的自动跟踪是为了保证收线盘从空芯卷径到满卷卷径的过程中恒张力,避免导致导体延伸损耗和因为收线张力不稳定而导致跳股、断线。
3.2通讯控制
通讯控制:主轴变频器频率给定和主轴电机当前运行转速通过RS485通讯。
3.3卷径比控制
卷径比:卷径比的设定值为1.7、1.9、2.1、2.3、2.5、2.7、2.9、3.1。卷径比为1.7张力设定为8档,即将磁粉离合器能提供的最大转距8等分。随着计长的不断增加,按照计长在线总长设定中所占的比例,使输出转距逐渐增大.卷径比为1.9,张力设定为10档;卷径比为2.1,张力设定为12档;卷径比为2.3,张力设定为14档;卷径比为2.5,张力设定为16档;卷径比为2.7,张力设定为18档;卷径比为2.9,张力设定为20档。卷径比为3.1,张力设定为22档。自动计长,满卷自动停车。
3.4主轴润滑
采用机油润滑方式,自然循环冷却,保证主轴在3000rpm时的有效润滑,避免机械摩擦损
耗,延长主轴使用寿命,降低运转噪音。
3.5张力设定
要求能在人机界面上直观的输入张力的大小,单位:牛顿.张力在收卷盘头从空芯卷径到
满卷卷径变化的过程中张力保持恒定。因此由磁粉离合器控制的输出转距应当由小到大的变化,张力跟踪也是由小到大渐变的过程。
3.6压紧装置
工艺上要求有效的降低绝缘材料的损耗.机器内设三道压紧装置,保证导体绞合后的圆
整度,保障薄壁绝缘线的产品特性,有效的降低绝缘材料的损耗。
3.7导入品保自动化体系
张力控制由卷径比,自动分配张力等级即最大输出转距值。可以根据线总长设定,系统自
动将工艺参数进行配置,保证绞线的成批品质。
4整机系统图片
参见图2、3、4、5。
3工艺分析
3.1张力跟踪
张力跟踪采用进口的磁粉离合器,根据当前的计长占人机界面上设定的总长的比例,同时结合卷径比的设定,自动通过PLC计算磁粉离合器应当输出的转距,进行张力的自动跟踪和初始张力的设定。卷径比的设定从1.7-3.1,卷径比的不同影响转距输出的最大值。张力的自动跟踪是为了保证收线盘从空芯卷径到满卷卷径的过程中恒张力,避免导致导体延伸损耗和因为收线张力不稳定而导致跳股、断线。
3.2通讯控制
通讯控制:主轴变频器频率给定和主轴电机当前运行转速通过RS485通讯。
3.3卷径比控制
卷径比:卷径比的设定值为1.7、1.9、2.1、2.3、2.5、2.7、2.9、3.1。卷径比为1.7张力设定为8档,即将磁粉离合器能提供的最大转距8等分。随着计长的不断增加,按照计长在线总长设定中所占的比例,使输出转距逐渐增大.卷径比为1.9,张力设定为10档;卷径比为2.1,张力设定为12档;卷径比为2.3,张力设定为14档;卷径比为2.5,张力设定为16档;卷径比为2.7,张力设定为18档;卷径比为2.9,张力设定为20档。卷径比为3.1,张力设定为22档。自动计长,满卷自动停车。
3.4主轴润滑
采用机油润滑方式,自然循环冷却,保证主轴在3000rpm时的有效润滑,避免机械摩擦损
耗,延长主轴使用寿命,降低运转噪音。
3.5张力设定
要求能在人机界面上直观的输入张力的大小,单位:牛顿.张力在收卷盘头从空芯卷径到
满卷卷径变化的过程中张力保持恒定。因此由磁粉离合器控制的输出转距应当由小到大的变化,张力跟踪也是由小到大渐变的过程。
3.6压紧装置
工艺上要求有效的降低绝缘材料的损耗.机器内设三道压紧装置,保证导体绞合后的圆
整度,保障薄壁绝缘线的产品特性,有效的降低绝缘材料的损耗。
3.7导入品保自动化体系
张力控制由卷径比,自动分配张力等级即最大输出转距值。可以根据线总长设定,系统自
动将工艺参数进行配置,保证绞线的成批品质。
4整机系统图片
参见图2、3、4、5。
 5 调试过程
5.1初调试
主要是将变频器的参数进行相应的设置。
P00—3 P24—1 P89—01
P01—2 P25—420 P92—0
P03—50 P26—180
P04—50 P27—180
P05—380 P28—40
P06—3 P30—33
P07—25 P31—2.00
P08—3 P36—50.00
P09—25 P37—0
P10—10 P38—1
P11—5 P88—1
5.2模拟板校准
OFFSET/GAIN进行调整。首先将0电压输入的时候将模拟板输出调整为0;将24v电压输入时,模拟板的输出电压调整成10v,调整GAIN。
5.3通讯测试
将PLC和变频器的通讯调整成功。写频率只在速度进行改变时才通讯一次;当主轴运转时,对变频器的运转频率进行实时的读取,并将相应的运行的频率转换成电机的转速。
5.4启动和点动的测试
系统启动有两种方式。方式一:自动启动;方式二:点动.自动启动即启动后,主轴速度由零自动升速至设定的转速。点动是工艺上要求在检修设备和每次穿线时进行操作的。点动的速度也可以通过通讯的方式进行设定。
5.5根据设定的卷径比和线总长的设定
在自动启动的状态下,监控PLC中D1117的当前值,观察电柜中的电流表,从人机界面上记录当前的计长值,计算当前的计长值占总长设定的比例;比较改比例与D1117与最大值之间的比例是否大致吻合。并且让机器长时间的运行,观察随着计长的不断增大,D1117的当前值是否也随之增大,并且比例是否同步。
5.6保护措施在自动运行当中效果测试
逐项进行测试。并且按照要求,点动时有些保护也是起作用的。在进行该步测试时,一定要严格,否则一旦有失误会造成很严重的后果。
5.7清零
高速计数要及时清零。否则计长不准,直接影响张力跟踪的效果。
6结束语
台达的机电产品人机界面、PLC、变频器、伺服、温控、数控等基础自动化平台功能精致,而且具有非常高的性价比。依靠中达FAE的技术优势,能够根据客户的需要为客户提供完整的系统方案和配置,正在转变成为系统集成方案以及OEM推广产品应用综合服务领域。
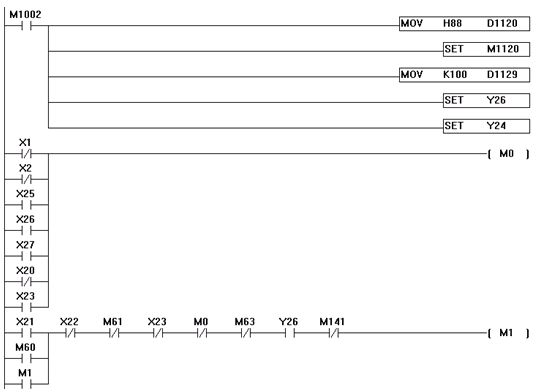
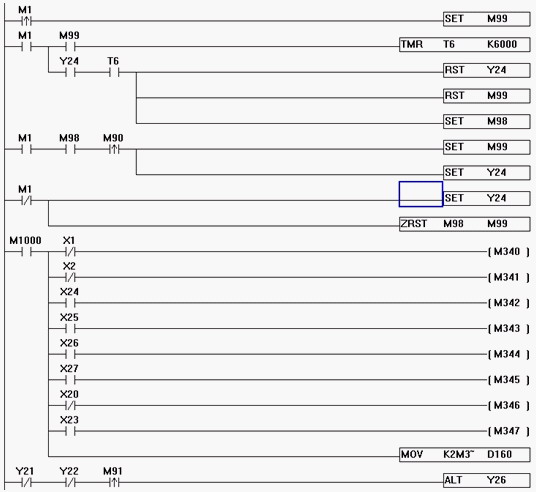
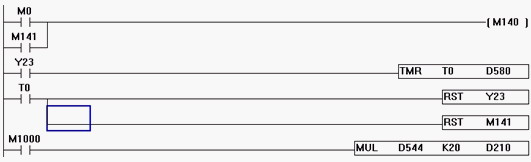
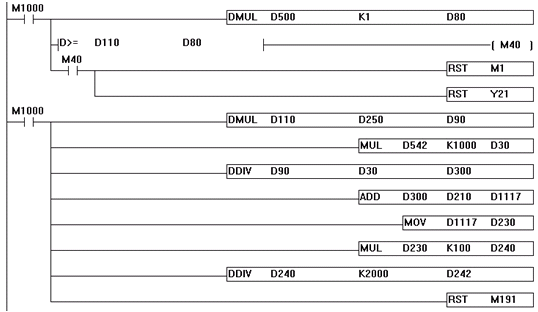
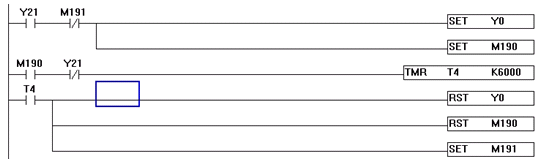
九.程序
1. PLC程序:
5 调试过程
5.1初调试
主要是将变频器的参数进行相应的设置。
P00—3 P24—1 P89—01
P01—2 P25—420 P92—0
P03—50 P26—180
P04—50 P27—180
P05—380 P28—40
P06—3 P30—33
P07—25 P31—2.00
P08—3 P36—50.00
P09—25 P37—0
P10—10 P38—1
P11—5 P88—1
5.2模拟板校准
OFFSET/GAIN进行调整。首先将0电压输入的时候将模拟板输出调整为0;将24v电压输入时,模拟板的输出电压调整成10v,调整GAIN。
5.3通讯测试
将PLC和变频器的通讯调整成功。写频率只在速度进行改变时才通讯一次;当主轴运转时,对变频器的运转频率进行实时的读取,并将相应的运行的频率转换成电机的转速。
5.4启动和点动的测试
系统启动有两种方式。方式一:自动启动;方式二:点动.自动启动即启动后,主轴速度由零自动升速至设定的转速。点动是工艺上要求在检修设备和每次穿线时进行操作的。点动的速度也可以通过通讯的方式进行设定。
5.5根据设定的卷径比和线总长的设定
在自动启动的状态下,监控PLC中D1117的当前值,观察电柜中的电流表,从人机界面上记录当前的计长值,计算当前的计长值占总长设定的比例;比较改比例与D1117与最大值之间的比例是否大致吻合。并且让机器长时间的运行,观察随着计长的不断增大,D1117的当前值是否也随之增大,并且比例是否同步。
5.6保护措施在自动运行当中效果测试
逐项进行测试。并且按照要求,点动时有些保护也是起作用的。在进行该步测试时,一定要严格,否则一旦有失误会造成很严重的后果。
5.7清零
高速计数要及时清零。否则计长不准,直接影响张力跟踪的效果。
6结束语
台达的机电产品人机界面、PLC、变频器、伺服、温控、数控等基础自动化平台功能精致,而且具有非常高的性价比。依靠中达FAE的技术优势,能够根据客户的需要为客户提供完整的系统方案和配置,正在转变成为系统集成方案以及OEM推广产品应用综合服务领域。
九.程序
1. PLC程序:



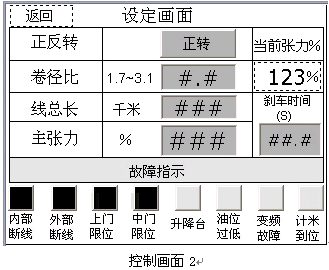
 十.人机画面
十.人机画面


安全、完整的解决方案皮尔磁在安全光电传感器领域拥有多年的经验。从保护手指、手部或身体的基础安全光幕PSENopt,到具备屏蔽、消隐或级联等高级功能的进阶版PSENopt Advanced,再到集成编

DELTA PUTNC-H6 CNC applications in high-speed camshaft grinder张广伟 中达电通伺服数控产品开发处摘要:本文介绍了中达电通最新推出的PU

随着人工智能、计算机等技术趋于成熟,越来越多的企业开始采用智能AGV代替人工搬运来提高工作效率,减少劳动成本。华北工控紧握市场风向标,可提供智能AGV专用嵌入式计算机产品方案。 01、智能A

前言十二五期间,我国纺织行业将进一步推进信息化与纺织工业的深度融合,应用信息技术推动行业技术进步,加快行业两化融合的进程。作为信息化水平提升较快的行业,棉纺织行业成为纺织行业两化融合的试点。 天虹中

康宁环境科技公司是全球最大的汽车尾气过滤器载体生产商。公司开发和生产各种汽车尾气吸收装置,如蜂窝陶瓷。蜂窝陶瓷作为催化金属载体,将直接影响汽车有害气体的排放。公司在生产蜂窝陶瓷时,需要对网格平行度进
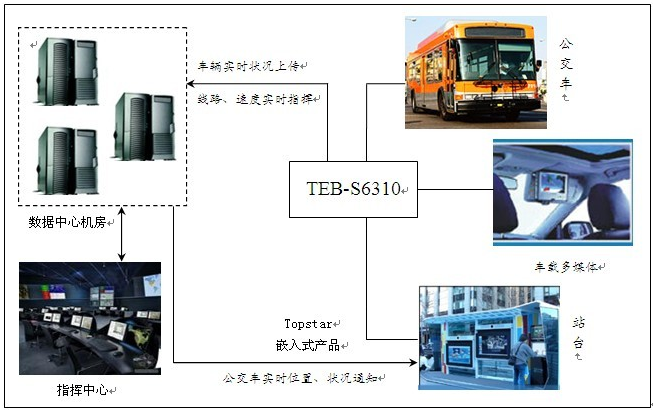
应用背景 21世纪的交通将是智能化的交通。智能交通系统能快速准确的进行交通信息的采集、处理、决策和指挥调度,使交通基础设施发挥出最大的效能,从而产生巨大的社会经济效益。随着我国4万亿经济刺激方

一:系统配置序号名称型号规格单位数量备注1钻孔攻牙机台12新代数控系统台13晟昌主轴电机SYM-90L-15-12E-5.5台1Vmax=12000RPM4伺服驱动器SVM-4T7.5台15PG卡EC

由于工业自动化系统正向分布化、智能化的实时控制方面发展,同时随着信息技术的飞速发展,要求企业从现场控制层到管理层能实现全面的无缝信息集成,工业以太网技术提供一个开放的基础构架,满足工业控制领域对统一


