
销售热线
主营:欧姆龙,三菱,安川,Pro-face
康宁环境科技公司是全球最大的汽车尾气过滤器载体生产商。公司开发和生产各种汽车尾气吸收装置,如蜂窝陶瓷。蜂窝陶瓷作为催化金属载体,将直接影响汽车有害气体的排放。
公司在生产蜂窝陶瓷时,需要对网格平行度进行持续测量,同时对各个生产环节的工艺参数进行跟踪和控制。而过去,公司各生产环节的工艺质量无法通过二维码识别进行跟踪控制。网格平行度只能人工测量,更无法将跟踪和测量数据送至PLC和MES 系统进行大数据分析,生产效率低下。
传统生产方式下的检测大难题
康宁公司蜂窝陶瓷半成品的生产,按加工顺序包含挤出、干燥和测量等工艺过程。生产时先是将混合好的原料送至挤出机进行“成形”,挤出得到一段纵横有规律的多网格的柱体状产品,此时的产品非常软。因此在将软产品放上传送托架时,必须使产品网格的角度与水平平行。产品放上托架之后就一起随输送皮带经过微波炉腔进行微波干燥,干燥后产品需要经过弯曲度测量、温湿度测量等工艺过程。
在没有视觉检测装置之前,“产品挤出后遇到问题是,当我们将成形后的产品手动送到托架上时,很难通过肉眼去精确地判断产品网格的水平角度。因为产品是由气垫浮起来的,手稍微一抖动就可能使产品的放置角度产生很大偏差,使网格形成‘z型’缺陷”,成形区操作员说。而且不同的操作员放置时,其放置角度差别很大,从而导致产品质量波动很大。
另一个问题是,挤出后的产品在经过干燥等工序时都会产生缺陷次品,由于没有合适的自动跟踪设备,生产部只能专门安排一个人对产品弯曲度进行抽检来去除缺陷产品。“我们即使专门安排一个人在这抽检跟踪缺陷产品,但还是难免大量缺陷次品流入下游,因为毕竟人容易疲劳和犯错”,康宁生产主管这样描述他们的无奈。
In-Sight视觉系统带来生产工艺的革新
针对这些问题,康宁公司在扩展新生产线之前跟美国总部和兄弟工厂进行了技术交流,获知位于美国弗吉尼亚州的黑堡(Blacksburg)工厂正在试用康耐视视觉系统进行产品二维码跟踪和放置角度检测。“我们深感国内工厂的生产方式落后于美国的兄弟工厂,必须提高自动化程度。所以我们在咨询总部的专家和康耐视的销售人员之后,毅然选择了In-Sight 5000视觉系统”,工程师Jason wu表示,“这套系统对图像读取速度快,识别准确,软件配置简单,而且接口和数据传输灵活。”
起初工程师们担心,康耐视设备与康宁公司现有的Allen-Bradley(AB) PLC建立通讯需要借助Modbus通讯模块,这种通讯速度慢、距离短,成本高。但实际上In-sight系统可直接通过以太网跟Rockwell的Contrologix系统进行Ethernet/IP通讯,并且支持大部分常见PLC,配置方便。Cognex提供与PLC通讯的电子数据表(EDS)文件和编程样例,这些文件可从产品附带光盘或公司网站下载得到。使用AB PLC自带的RSLink导入EDS文件即可识别和监控康耐视设备。参照样自带样本程序,编程和硬件组态非常简单。
康宁陶瓷半成品产线装有7对(冗余结构)In-Sight 5000传感器,其中6对用于产品工艺测量前读二维码,一对用于测量产品网格平行度。在投入生产使用前,借助Insight-explorer和传感器的焦距调整能很便捷地进行校准,使图像识别准确率最大化。
In-Sight传感器测量网格平行度过程:放置产品Log的托架到位后,In-Sight传感器先读取托架的二维码,操作员再将产品尽量使网格平行地放到托架上,一旦光眼检测到产品到位,PLC会向In-Sight传感器发出一触发信号,传感器立即拍摄网格,经1s时延,Insight-explorer计算得到一个平行度数值并送至PLC。Insight-explorer软件功能强大,可以编程计算图像数据,并能设置控制图显示于屏幕,操作员能即时直观地看到测量值,及时调整。
读取二维码操作:托架上的产品在每道工艺测量前需读取托架二维码。一旦光电开关检测到产品托架到位,PLC会发出一个脉冲信号,命令2个互相冗余In-Sight传感器同时拍摄二维码图片,并同时获得相同二维码值,PLC再任意选取二维码值。接着开始工艺参数测量,完成读码周期,一个读码周期不超过1.5s。
In-Sight传感的平行度数据会被记录在数据库并通讯至MES系统,工艺工程师可很方便地在办公室分析产品质量和对操作员的操作质量进行考核。而每个产品的生产工艺参数都由二维码记录在案。
In-Sight视觉系统让产品跟踪和检测变得轻松与高效
事实证明康耐视In-Sight视觉系统应用于蜂窝陶瓷生产过程中的产品质量二维码跟踪以及角度测量的效果非常好。In-Sight视觉系统具有卓越的检测和识别功能。通过对产品图像识别测量和二维码的跟踪,可实时监控产品各环节状况,降低产品的缺陷率。无论产品二维码低速运行还是被灰尘污染,康耐视传感器均能捕捉图片并识别,抗干扰能力强。“不仅仅节省了人工,更重要的是产品缺陷率减少、每个陶瓷半成品的工艺参数都自动记录在电脑里”,Jason 说。
在生产应用中,In-Sight视觉系统运行非常稳定,测量准确,数据通讯方便灵活。该视觉系统能方便地通过以太网将视觉信息通讯至PLC和MES系统,可以直观的通过Insight-explorer看到数据。“借助这套视觉系统,我们可更方便的获得产品实时平行度数据和跟踪各生产环节状况,并能通过电脑进行数据分析,大大提高了自动化程度”,康宁公司工艺工程师如是说。
康宁公司的蜂窝陶瓷生产线增加In-Sight视觉系统后,使自动化程度和效率得到了很大提高。“有些任务是人工很难完成的,如测量网格平行度和恶劣环境下扫描二维码,In-Sight视觉系统做到了,它让产品网格平行度指标得到了量化,”Jason Wu最后评价说,“康耐视视觉系统在智能制造和工业4.0这种大趋势下,应用优势得到彰显。未来,我们公司还有很多制造环节需要借康耐视视觉系统来提高其智能化和信息化程度。”

图1 Cognex 5100识别和测量产品网格平行度

图2 经Congnex 5100获取的测量网格图像传送至In-Sight Explorer软件显示平行度值

图3 借助Cognex系统2D码识别功能,对产品各个生产环节的工艺参数进行跟踪

当今,由于计算机技术、人工智能技术的迅速发展以及边缘设备算力的提升,机器视觉的应用场景从高性能、精密的专业设备制造领域到传统制造业不断扩宽,并催生了巨大的市场。01机器视觉的多场景应用机器视觉是融

1.项目概述建立企业能源管理中心系统是炭素企业节能减排的重要措施。能源管理中心系统利用自动控制技术、网络技术和先进的数字化计量仪表,来获取生产过程的重要参数和相关能源数据,多年实践经验证明,该技术

过去几十年,由于过分强调通过扩大灌溉面积增加粮食产量,大水漫灌浪费严重,随着我国粮食产量的进一步提升,资源环境压力将会不断加大。发展粮食生产,提高粮食安全保证程度,不能再依靠传统的农业灌溉生产模式

一、概述IBMS是在BAS的基础上更进一步的与通信网络系统、信息网络系统实现更高一层的建筑集成管理系统。如果说BMS是建立在3A集成基础上,那么IBMS 就是建立在5A集成之上的更高层次的又一系统
简介: 邵阳市污水处理厂项目是湖南省八件实事工程之一,规模为日处理10万m3/d,采用A-A/O氧化沟生物处理工艺,预计2007年底前正式启用。 该项目需要构建一个多级的、开放的、模块化的、实时多任
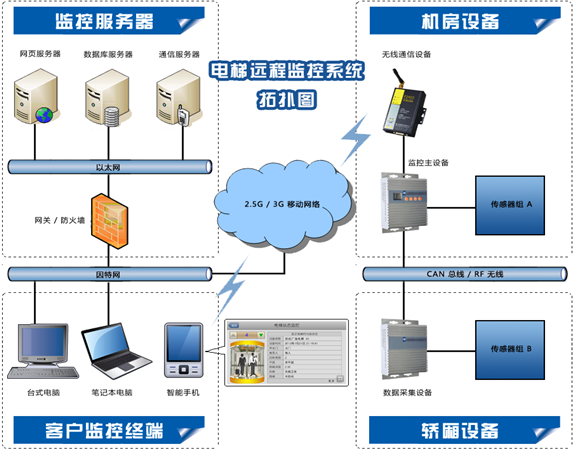
背景: 随着经济的发展和城市规模的不断扩大,宾馆、酒店、写字楼等高层住宅不断增加,电梯的安装和使用数量越来越大。电梯给人们带来便利的同时,由于电梯故障所造成的人员伤亡和经济损失也越来越大。 电

近年来,人工智能、5G、计算机技术等快速发展,改革了银行等金融行业的服务模式,线上金融业务量快速激增,客服中心呼叫量庞大,对客服的质检工作提出了挑战。01在AI、互联网、大数据等技术正逐步引领金融
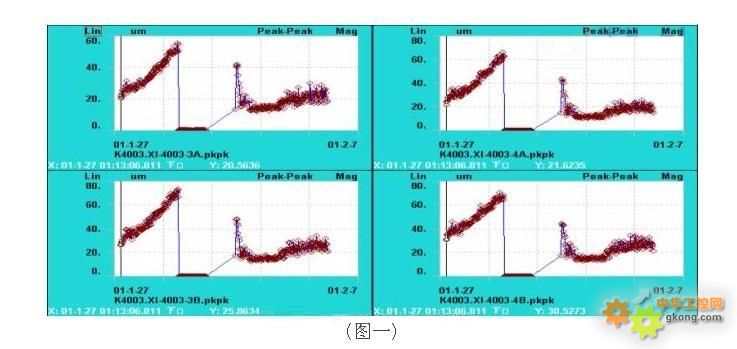
ENTRX 网络化高速在线监测系统经过机动部、仪表车间、计算机站、状态监测组协调、配合厂家硬件安装和软件调、性能测试,今年初已投入使用。在机组出现异常时,ENTRX系统在机组故障数据的获取、故障


