
销售热线
主营:欧姆龙,三菱,安川,Pro-face
 图1 数控玻璃圆角机
图1 数控玻璃圆角机


 图2速度/半径选择
图2速度/半径选择
 图4速度/半径选择
(3)微调。此画面下“待机位置”显示相应的“皮带速度”和“圆角半径”下XZ轴的位置,待机时Y轴处于原点位置。当加工效果有偏差时,可在此画面对待机位置进行微调,调整后需要数据保存。每次开机时系统自动根据相应的“皮带速度”和“圆角半径”读取相应的待机位置,参见图5。
图4速度/半径选择
(3)微调。此画面下“待机位置”显示相应的“皮带速度”和“圆角半径”下XZ轴的位置,待机时Y轴处于原点位置。当加工效果有偏差时,可在此画面对待机位置进行微调,调整后需要数据保存。每次开机时系统自动根据相应的“皮带速度”和“圆角半径”读取相应的待机位置,参见图5。
 图5微调
(4)各轴点动。在程序未自动运行时,可在此画面下选择各轴进行点动。也可选中轴向后由手摇轮控制确定待机位置,参见图6。
图5微调
(4)各轴点动。在程序未自动运行时,可在此画面下选择各轴进行点动。也可选中轴向后由手摇轮控制确定待机位置,参见图6。

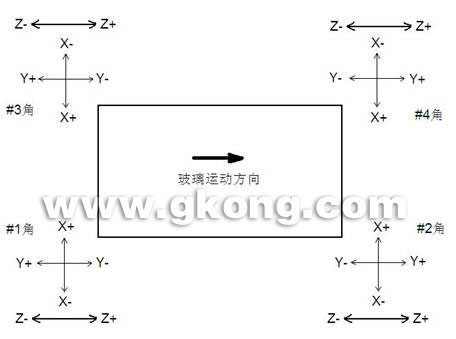
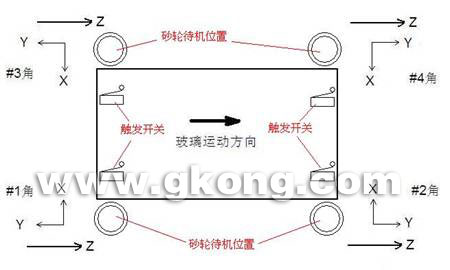 图8 三轴数控运动控制
2.4 系统调试步骤
首先确定待机位置。开机回原点后,开动皮带,按如下方法确定各角的待机位置。
#1角:当玻璃刚离开触发开关时停皮带,调整XZ轴使砂轮中心与玻璃后沿在一条直线上,砂轮外缘刚好接触玻璃,此时XZ轴的位置为待机位置。
#2角:当玻璃刚接触触发开关时停皮带,调整XZ轴使砂轮中心与玻璃前沿在一条直线上,砂轮外缘刚好接触玻璃,此时XZ轴的位置为待机位置。
#3角:当玻璃刚离开触发开关时停皮带,调整XZ轴使砂轮中心与玻璃后沿在一条直线上,砂轮外缘刚好接触玻璃,此时XZ轴的位置为待机位置。
#4角:当玻璃刚接触触发开关时停皮带,调整XZ轴使砂轮中心与玻璃前沿在一条直线上,砂轮外缘刚好接触玻璃,此时XZ轴的位置为待机位置。
确定的待机位置是屏幕上显示的“待机位置”,加工时砂轮等待触发信号的位置会根据次“待机位置”和皮带速度及所加工的圆角半径自动调整。当加工效果有偏差时可在屏幕上微调相应皮带速度和圆角半径下的待机位置,需保存。
3 结束语
通过设计过程论述,项目的特点是应用数控伺服技术实现动态运行中的平板玻璃的4圆角精确加工。项目具高效精确加工的工程特色,体现了台达数控技术先进的运动控制能力。项目的推广应用会为玻璃加工设备制造商带来良好的经济实效。
图8 三轴数控运动控制
2.4 系统调试步骤
首先确定待机位置。开机回原点后,开动皮带,按如下方法确定各角的待机位置。
#1角:当玻璃刚离开触发开关时停皮带,调整XZ轴使砂轮中心与玻璃后沿在一条直线上,砂轮外缘刚好接触玻璃,此时XZ轴的位置为待机位置。
#2角:当玻璃刚接触触发开关时停皮带,调整XZ轴使砂轮中心与玻璃前沿在一条直线上,砂轮外缘刚好接触玻璃,此时XZ轴的位置为待机位置。
#3角:当玻璃刚离开触发开关时停皮带,调整XZ轴使砂轮中心与玻璃后沿在一条直线上,砂轮外缘刚好接触玻璃,此时XZ轴的位置为待机位置。
#4角:当玻璃刚接触触发开关时停皮带,调整XZ轴使砂轮中心与玻璃前沿在一条直线上,砂轮外缘刚好接触玻璃,此时XZ轴的位置为待机位置。
确定的待机位置是屏幕上显示的“待机位置”,加工时砂轮等待触发信号的位置会根据次“待机位置”和皮带速度及所加工的圆角半径自动调整。当加工效果有偏差时可在屏幕上微调相应皮带速度和圆角半径下的待机位置,需保存。
3 结束语
通过设计过程论述,项目的特点是应用数控伺服技术实现动态运行中的平板玻璃的4圆角精确加工。项目具高效精确加工的工程特色,体现了台达数控技术先进的运动控制能力。项目的推广应用会为玻璃加工设备制造商带来良好的经济实效。
赵斌安科瑞电气股份有限公司上海嘉定摘要安科瑞剩余电流式电气火灾监控系统通过ARCM剩余电流式电气火灾监控装置或数字型剩余电流互感器,对商场、宾馆、机场、银行、医院、厂房等建筑低压配电系统进行电气火灾监

新建的虚拟工程中心(ZVE)的设计与其内部进行的科研工作一样具有创新意义。灵活、全方位的楼宇自动化系统创造了无限的可能性,并能整体地节约能源。系统集成商 Herrmann GmbHCo. KG
赵斌安科瑞电气股份有限公司上海嘉定【关键词】:火灾探测器;电气火灾;商业住宅;1、项目简介 熙璟城总建筑面积30万㎡,由12座30-32层高层住宅、1座3层十二班幼儿园围合而成。住宅总计1591户,设

安科瑞华梅超 18860995250江苏安科瑞电器制造有限公司,江苏 江阴214405摘要:随着企业改革的不断深入,对现代化用电管理的水平要求越来越高,准确、快速、经济的获得用电回路的各类数据进行用

康宁环境科技公司是全球最大的汽车尾气过滤器载体生产商。公司开发和生产各种汽车尾气吸收装置,如蜂窝陶瓷。蜂窝陶瓷作为催化金属载体,将直接影响汽车有害气体的排放。公司在生产蜂窝陶瓷时,需要对网格平行度进

赣州诚正稀土新材料股份有限公司成立于2008年05月09日,位于江西省赣州市赣县区赣州高新技术产业园区红金工业园创业路1号。经营范围包括稀土产品加工,单一氧化稀土销售;化工原料(危化品除外)销售;永磁

超恩股份有限公司(Vecow,以下简称超恩) 超恩部署AI人工智能应用不遗余力,积极拓展服务型机器人领域,在成功切入自动导引车(AGV, Automated Guided Vehicles)应用市场
粮食作为我国重要的战略资源,由于其生产的季节性,因此粮食的存储是关系到国计民生的大事,粮库的自动化监控有利于提高粮库的运行水平,减少粮食在存储过程中的损耗,降低劳动强度。 一个完整的粮库计


