
销售热线
主营:欧姆龙,三菱,安川,Pro-face
 2 工艺介绍
熔体流动速率仪是塑料挤出仪器。它是在规定的温度下,用高温加热炉是被测物体达到熔融状态。在规定负荷下通过一定的直径的小孔经行挤出试验。熔体质量流动速率就是指挤出的各段试样的平均质量折算为10分钟的挤出量。
熔体质量流动速率公式:MFR= T * M/t
公式中:m 为切取多段的平均值,单位 g
T 参比时间(10分钟)600s
t 切样间隔时间 单位s
熔体体积流动速率公式: MVR= 427L/t
公式中:L 活塞移动规定距离(0.625cm或2.54cm)
t 切样间隔时间 单位s
熔体流动速率仪主要由六部分组成:1、基座部分 2、熔炉部分3、切断挤出部分4、控温,测温部分5、定位移,测时间部分6、结果输出部分
3 控制系统
控制系统框图如图2所示。
2 工艺介绍
熔体流动速率仪是塑料挤出仪器。它是在规定的温度下,用高温加热炉是被测物体达到熔融状态。在规定负荷下通过一定的直径的小孔经行挤出试验。熔体质量流动速率就是指挤出的各段试样的平均质量折算为10分钟的挤出量。
熔体质量流动速率公式:MFR= T * M/t
公式中:m 为切取多段的平均值,单位 g
T 参比时间(10分钟)600s
t 切样间隔时间 单位s
熔体体积流动速率公式: MVR= 427L/t
公式中:L 活塞移动规定距离(0.625cm或2.54cm)
t 切样间隔时间 单位s
熔体流动速率仪主要由六部分组成:1、基座部分 2、熔炉部分3、切断挤出部分4、控温,测温部分5、定位移,测时间部分6、结果输出部分
3 控制系统
控制系统框图如图2所示。


 该界面主要用于测试人员在测试物料之前填写,目的是明却测试人员和所测物料的代号。此两个参数会在试验完毕后打印在测试报告中。
(2) 参数设定界面
参数设定界面如图5所示
该界面主要用于测试人员在测试物料之前填写,目的是明却测试人员和所测物料的代号。此两个参数会在试验完毕后打印在测试报告中。
(2) 参数设定界面
参数设定界面如图5所示
 该界面是手动的监控界面。主要是通过监控完成正式试验前的一些动作。其中左侧为控制部份,右侧为状态显示,中间为机器的简单示意图。
(3) 手动监控界面
手动监控界面如图6所示。
该界面是手动的监控界面。主要是通过监控完成正式试验前的一些动作。其中左侧为控制部份,右侧为状态显示,中间为机器的简单示意图。
(3) 手动监控界面
手动监控界面如图6所示。
 该界面同样用于测试人员在测试物料之前填写或核对测试数据。测试人员会跟据国家标准中规定的测试条件设置所需参数,并确定当次测试的工作模式。
(4) MFR自动监控界面
MFR自动监控界面如图7所示。
该界面同样用于测试人员在测试物料之前填写或核对测试数据。测试人员会跟据国家标准中规定的测试条件设置所需参数,并确定当次测试的工作模式。
(4) MFR自动监控界面
MFR自动监控界面如图7所示。
 该界面是MVR自动模式下的监控介面。可在手动界面完成准备后自动跳转该界面。主要用于监视测试的一些数据和状态。
(5) 计算结果界面
计算结果界面如图8所示。
该界面是MVR自动模式下的监控介面。可在手动界面完成准备后自动跳转该界面。主要用于监视测试的一些数据和状态。
(5) 计算结果界面
计算结果界面如图8所示。
 该界面是MFR模式下的测试结果显示界面。并可以计算结果和打印结果。
相关重要设置如下:
(1)选择COM1端口,通过宏指令与微型打印机连接。台达人机界面的宏指令是一个非常强大的功能,通讯指令的存在更是与针式打印机一类的带通讯的设备提供了非常简便的连接方式。
(2)温控器型号为DTC1000V,通讯程序:通过设定RS-485的通讯协议、逾时时间,利用MODWR和MODRD指令将温控设定值,温度当前值,温控启动,温控自动调整,PID参数,误差调整值读取或写入DTC中,已完成工艺需要的控制要求。
5 结束语
由台达人机、PLC、DTC,编码器组成的控制系统轻松实现用户提出的要求;稳定可靠的产品品质,简单便易的操作方法,体现了台达机电产品整合系统的优越性;系统实现了全自动生产,大大提高了检测效率。为检测机行业提供了很好的案例。
【参考文献】
[1] 台达全系列可编程序控制器 台达内部资料 2008
[2] 郭宗仁等. 可编程序控制器应用系统设计及通信网络技术. 人民邮电出版社,2002
[3] 《通信原理》,第3版,北京邮电大学出版社2008,周炯盘等编着
该界面是MFR模式下的测试结果显示界面。并可以计算结果和打印结果。
相关重要设置如下:
(1)选择COM1端口,通过宏指令与微型打印机连接。台达人机界面的宏指令是一个非常强大的功能,通讯指令的存在更是与针式打印机一类的带通讯的设备提供了非常简便的连接方式。
(2)温控器型号为DTC1000V,通讯程序:通过设定RS-485的通讯协议、逾时时间,利用MODWR和MODRD指令将温控设定值,温度当前值,温控启动,温控自动调整,PID参数,误差调整值读取或写入DTC中,已完成工艺需要的控制要求。
5 结束语
由台达人机、PLC、DTC,编码器组成的控制系统轻松实现用户提出的要求;稳定可靠的产品品质,简单便易的操作方法,体现了台达机电产品整合系统的优越性;系统实现了全自动生产,大大提高了检测效率。为检测机行业提供了很好的案例。
【参考文献】
[1] 台达全系列可编程序控制器 台达内部资料 2008
[2] 郭宗仁等. 可编程序控制器应用系统设计及通信网络技术. 人民邮电出版社,2002
[3] 《通信原理》,第3版,北京邮电大学出版社2008,周炯盘等编着
项目背景 变电站自动化是在计算机技术和网络通信技术的基础上发展起来的,即应用自动控制技术和信息处理与传输技术,通过计算机硬软件系统或自动装置,代替人工对变电站进行监控、测量和运行操作的一种自动化系

基本介绍: 滴灌带的生产,首先是塑胶带的挤出机,然后是塑胶带的打孔设备,这里着重介绍塑胶带的打扎部分。当挤出机将塑胶带挤出后,经过变频器的调速牵引,做一个速度控制。在主速牵引时进行同速的打孔。在同

一、 系统概述 随着科学技术的日新月异,经济的不断增长,机场旅客吞吐量和航班架次逐年递增,航空交通业呈现一片繁荣景象。对于机场而言,及时而准确的航班信息显示系统是各类服务信息传达的窗口,采用
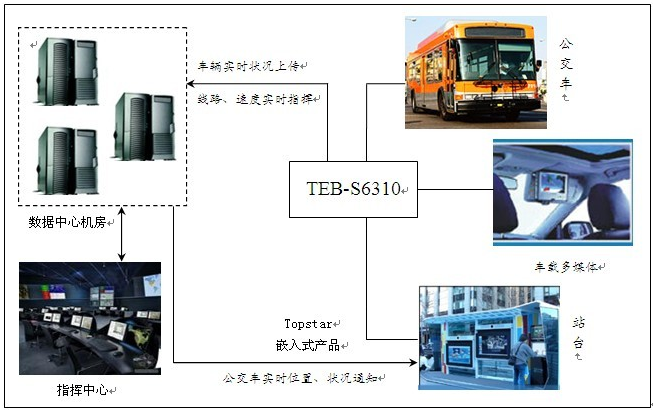
应用背景 21世纪的交通将是智能化的交通。智能交通系统能快速准确的进行交通信息的采集、处理、决策和指挥调度,使交通基础设施发挥出最大的效能,从而产生巨大的社会经济效益。随着我国4万亿经济刺激方

DELTA products applied to the Uniform low wet pick-up system中达电通江苏大区支援处 张根军摘要:低给液在纺织工艺上很常见,也很重要。本文

在市政供水、污水处理、工业制水、水文水利、集中供热、环境监控、城市灯光景观控制等市政工程,大量采用监控和自动控制系统。市政工程要求提供更可靠和抗恶劣环境的通信能力,而且往往是视频监控和数据采集控制同

工业机器人,是实现工业自动化技术落地的重要组成之一,也是帮助企业降本增效的重要智能设备。随着工业4,0的持续推进,未来工业机器人市场有望继续保持快速增长。全自动码垛机器人,是应用最广泛的工业机器人

随着城市智能化进程的持续推进,以及人们消费水平的不断提高,自助售货机作为一种全新的商业零售形式,凭借便捷操作、智能服务、高效运营低成本等优势快速发展,已在写字楼、广场等公共领域迅速铺开。01、自助


