快速连接器型。
电流输入。
通道数:8通道。
占用站数:Ver.1模式下占用3站、Ver.2模式下占用1站。
站型:远程设备站。
三菱plc硬件实施
硬件实施方面主要是进行控制柜等硬件的设计及现场施工A7PU。
设计控制柜和操作台等部分的电器布置图及安装接线图。
设计系统各部分之间的电气互连图。
根据施工图纸进行现场接线,并进行详细检查。
由于程序设计与硬件实施可同时进行,
因此三菱PLC控制系统的设计周期可大大缩短。
三菱plc联机调试。
联机调试是将通过模拟调试的程序进一步进行在线统调。
联机调试过程应循序渐进,
从三菱PLC只连接输入设备、再连接输出设备、再接上实际负载等逐步进行调试。
如不符合要求,则对硬件和程序作调整A7PU。
通常只需修改部份程序即可。2轴。
2轴直线插补、2轴圆弧插补。
控制单位:pulse,mm,inch,degree。
决定位置的数据数:600/1轴。
大输出脉冲:400kpps(差距动驱动器)/200kpps(开路集电极)。
36台针连接器。
输入接口电路工作过程:当开关合上,二极管发光,
然后三极管在光的照射下导通,向内部电路输入信号。
当开关断开,二极管不发光,三极管不导通。向内部电路输入信号。
也就是通过输入接口电路把外部的开关信号转化成PLC内部所能接受的数字信号。
PLC的选型随着PLC技术的发展,PLC产品的种类越来越多,
功能日趋完善,其应用也越来越广泛A7PU。
不同系列不同型号的PLC其性能各有不同,适用场合也各有侧重,
价格上也有较大差异。因此PLC选型时,
在满足控制要求的前提下,
应考虑佳的性能价格比,合理选择PLC。
输入状态和输入信息从输入接口输进,
CPU将之存入工作数据存储器中或输入映象寄存器。
然后由CPU把数据和程序有机地结合在一起。
把结果存存入输出映象寄存器或工作数据存储器中,
然后输出到输出接口、控制外部驱动器A7PU。
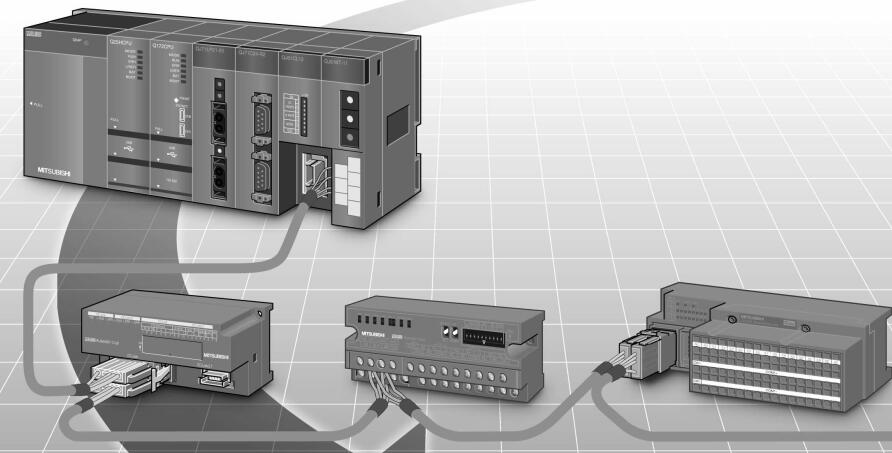
三菱PLC是三三菱电机在大连生产的主力产品A7PU。
它采用一类可编程的存储器,用于其内部存储程序,
执行逻辑运算、顺序控制、定时、计数与算术操作等面向用户的指令,
并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。













-66427_jpg/manual_IB(NA)-66427_1.jpg)

-66249_jpg/manual_IB(NA)-66249_1.jpg)


