5插槽。
电源单位安装不可QnAS/用于AnS系列单位安装。
PLC编程的推广应用在我国得到了迅猛的发展,
它已经大量地应用在各种机械设备和生产过程的电气控制装置中,
各行各业也涌现出了大批应用PLC改造设备的成果三菱plc写入。
了解PLC的工作原理,具备设计、调试和维护PLC控制系统的能力,
已经成为现代工业对电气技术人员和工科学生的基本要求。
PLC的用户程序,是设计人员根据控制系统的工艺控制要求,
通过PLC编程语言的编制规范,按照实际需要使用的功能来设计的。
只要用户能够掌握某种标准编程语言,
就能够使用PLC在控制系统中,
实现各种自动化控制功能。输入电压范围:AC100-120V/AC200-240V三菱plc写入。
输出电压:DC5/24V。
输出电流:2/1.5A。
PLC的选型 随着PLC技术的发展,PLC产品的种类越来越多,
功能日趋完善,其应用也越来越广泛。
不同系列不同型号的PLC其性能各有不同,适用场合也各有侧重,
价格上也有较大差异。因此PLC选型时,
在满足控制要求的前提下,
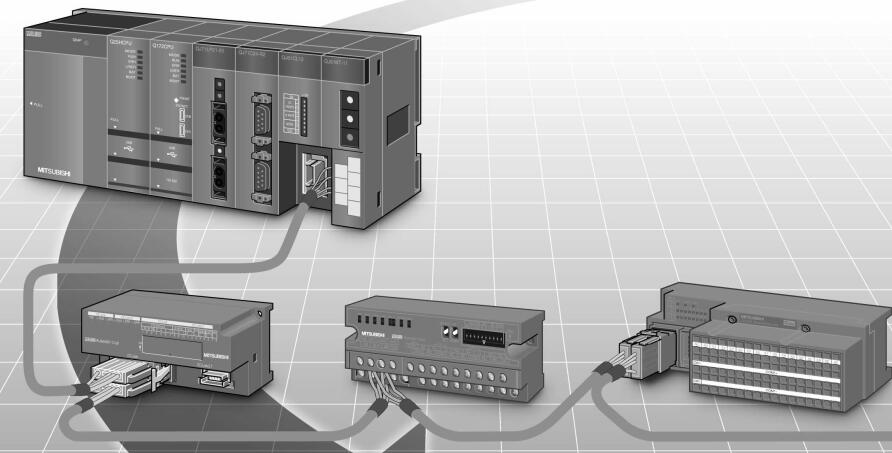
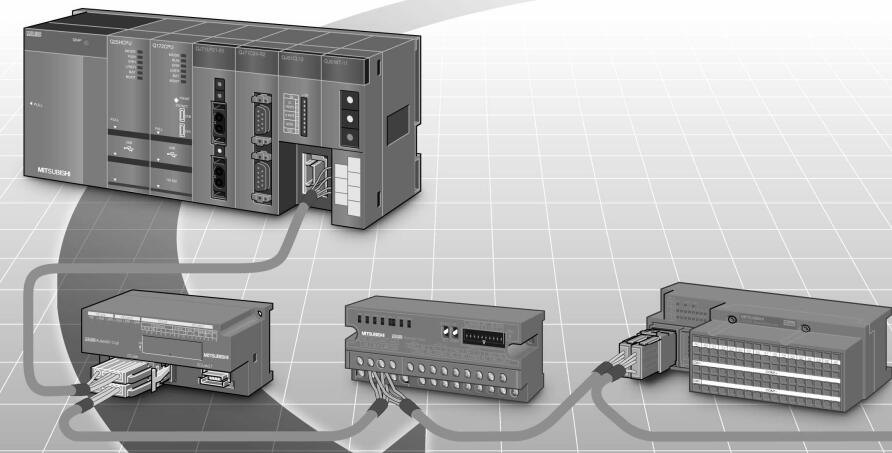
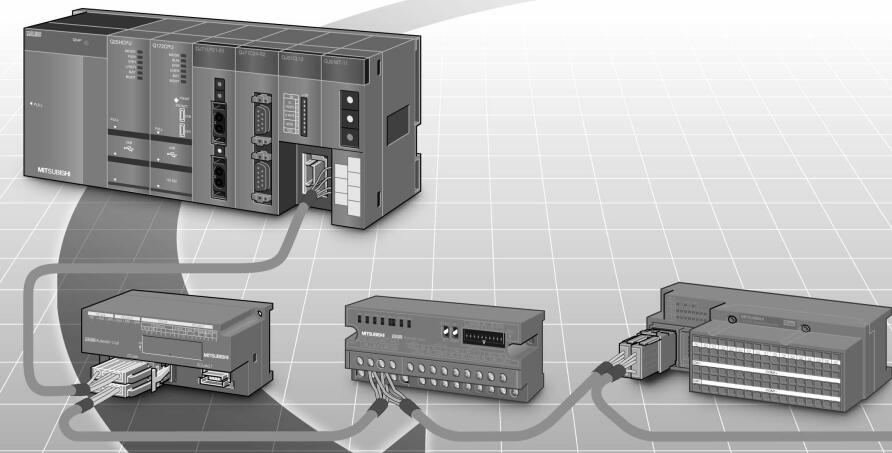
应考虑佳的性能价格比,合理选择PLC。10BASE2。
用于Q模式。
控制层/MELSECNET/10(H)是整个网络系统的中间层,
在是PLC、CNC等控制设备之间方便且高速地进行处理数据互传的控制网络。
作为MELSEC控制网络的MELSECNET/10,
以它良好的实时性、简单的网络设定、无程序的网屈指可数的三菱plc写入。
而MELSECNET/H不仅继承了MELSECNET/10的特点,
还使网络的实时性更好,数据容量更大,
进一步适应市场的需要。输入点数:32点。
输入电压及电流:DC12/24V 3/7mA。
输入应答时间:10ms。
32点/1个公共端。
正极共用。
输出点数:32点。
输出电压:DC24V/AC240V。
OFF时漏电流:0.1mA。
输出应答时间:2ms。
输出类型:晶体管输出(sink type)。
32点/1个公共端。
40针连接器。
带浪涌吸收器。
控制电磁阀所需的I/O点数由电磁阀的动作原理可知,
一个单线圈电磁阀用PLC控制时需2个输入及1个输出,
一个双线圈电磁阀需3个输入及2个输出,
一个按钮需一个输入;一个光敏开关需4个或2个输入,
一个信号灯需1个输出,波段开关,
有几个波段就需几个输入,
一般情况、各种位置开关都需占用2个输入点。
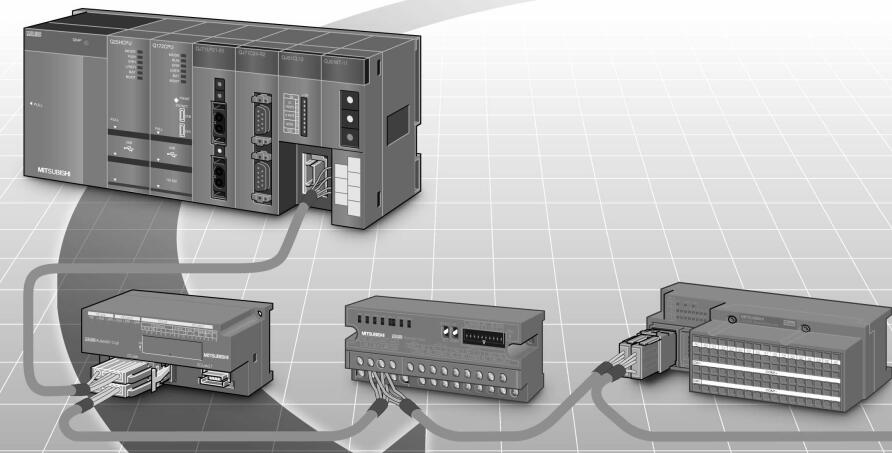
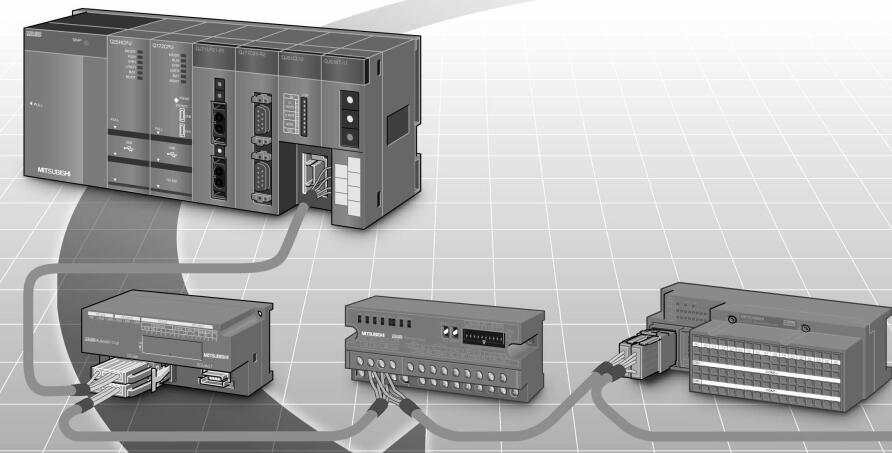
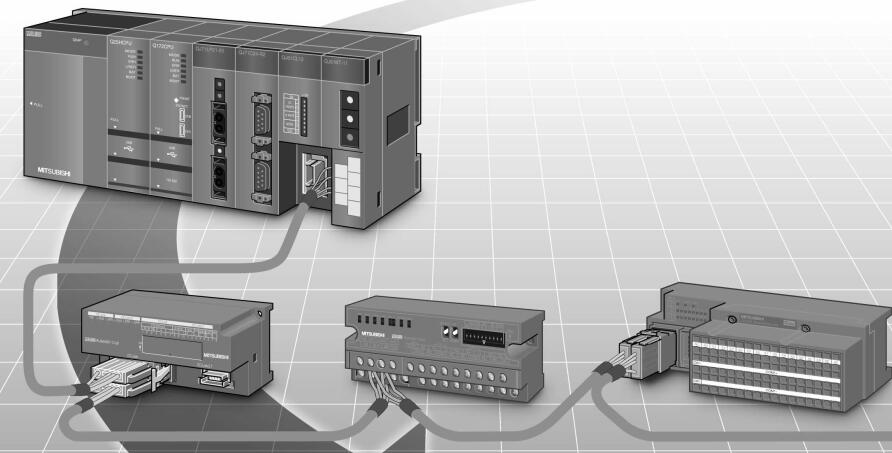
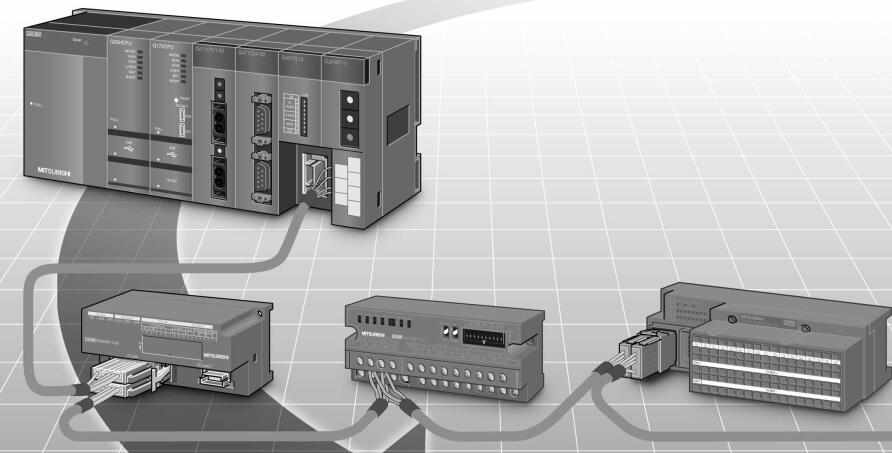
三菱PLC是三菱电机在大连生产的主力产品。
它采用一类可编程的存储器,用于其内部存储程序,
执行逻辑运算、顺序控制、定时、计数与算术操作等面向用户的指令,
并通过数字或模拟式输入/输出控制各种类型的机械或生产过程。
控制直流电动机所需的I/O点数晶闸管直流电动机调速系统是直流凋速的主要形式,
它采用晶闸管整流装置对直流电动机供电。
用PLC控制的直流传动系统中,PLC的输入除考虑主令信号外,
还需考虑合闸闸信号、传动装置综合故障信号、抱闸信号和风机故障信号等AJ35PTC-CNV。
PLC的输出主要考虑虑速度指令信号正向1~3级、反向1~3级、允许合闸信号和抱闸打开信号等AJ35PTC-CNV。
一般情况下,一个用PLC控制的可逆直流传动系统大约需12个输入点和8个输出点,
一个不可逆的直流传动系统需9个输入点和6个输出点。



-3546_jpg/manual_SH(NA)-3546_1.jpg)

