
销售热线
主营:欧姆龙,三菱,安川,Pro-face
一.电火花线切割机简介。
1.电火花切割机的工作原理是:卷绕在丝筒上的电极丝(一般快走丝和中走丝线切割机用钼丝,慢走丝线切割机用黄铜丝)与高频脉冲电源的负极相接,连续地沿其自身轴线行进,并在张紧状态下由上、下导丝轮支承着通过加工区。安装在坐标工作台上的工件接脉冲电源的正极。工作液由喷嘴以一定的压力喷向加工区。当脉冲电压击穿电极丝和工件之间的极间间隙时,两者之间随即产生火花放电而切割工件。
2.电火花线切割机床按运丝速度的不同可以分为:快走丝电火花线切割的走丝速度为6~12 m/s,电极丝作高速往返运动,切割精度较差。 中走丝电火花线切割是在快走丝线切割的基础上实现变频多次切割功能,是近几年发展的新工艺。 慢走丝电火花线切割的走丝速度为0.2m/s,电极丝做低速单向运动,切割精度很高。电火花线切割机主要用于对各类模具、电极、精密零部件制造,硬质合金、淬火钢、石墨、铝合金、结构钢、不锈钢、钛合金、金刚石等各种导电体的复杂型腔和曲面形体加工。
二.四方E310专用线切割变频器
为满足目前线切割机床行业的特殊应用要求:简化线切割机床的电路,提高线切割机床的稳定性,扩宽线切割机床的加工范围,满足新的技术和工艺对线切割机床运丝电动机控制的要求。2008年,深圳市四方电气技术有限公司研发了线切割机床专用E310变频器。08年至今,经过市场检验证明E310变频器已完全满足了多种线切割机的使用要求,并且已在华东多家线切割机床生产厂家批量使用。E310变频器优点功能:
1. 在机床配电方面,四方E310变频器在电气控制方面是高度集成的:集成了运丝电机的保护电路、故障报警电路、制动电路、换向电路和高频脉冲电的通断控制电路。从而可以省去机床电路中故障率较高继电器、接触器、可控硅开关器件、电解电容直流制动电路等电路及器件。使得机床的电气配线更简单、方便,机床的电气稳定性得到很大的提高,同时电机的寿命得以延长,电机换向时的噪音也大幅降低。
2. E310变频器的速度是可调的,可以进行多档速运行、往复式运行,可以使电机频繁换向、电机快速制动。所以E310变频器在快走丝线切割机床可以针对不同的加工精度和切削速度对机床的运丝速度进行调整,使机床的加工范围更广,加工速度更高。可以让线切割机应用实现快走丝多次切割、中走丝多段速多次切割、慢走丝多次切割、往复式运丝等新的技术和工艺。
三、四方E310变频器接线和参数设置
1.四方E310变频器在快走丝线切割机应用。
E310变频器可以通过变频器面板电位器,数字设定或外部输入信号(外部电位器)对变频器的工作频率进行设定。E310变频器接线见下图1:

图1
E310变频器参数设定见下表1:
功能代码
设定值
参数功能描述
F0.00
0
“数字设定”设定变频器运行频率(通过F0.01设定或变频器面板上下键
1
“外部输入信号(外部电位器)”设定变频器运行频率
3
“面板电位器”设定变频器运行频率
F0.01
根据用户需要设定
当F0.00=1“数字设定”设定变频器运行频率时有效
F0.02
0021
三线式模式,外部端子控制变频器启动
F0.05
50
上限频率
F0.06
0.8
加速时间
F0.07
0.8
减速时间
F1.06
9
三线式运转控制(启动/运丝)
F1.13
10
TA/TC高频输出
F2.03
10
停机时直流制动起始频率
F2.04
0.5
停机时直流制动动作时间
F2.05
20
停机时直流制动动作电压
F4.06
1
线切割运行模式动作
F4.07
99
高频继电器启动频率
F4.08
99
高频继电器启动频率
F4.11
2
继电器启动延迟(根据机床需要设置)
表1
2.四方E310变频器多段速功能在快、中、慢走丝线切割机上的应用。
四方E310变频器的多段速功能是通过三个输入端子“X4、X5、X6”与公共端子“CM”的通断组合状态来实现的,可以有7段速,加上三个输入端子全断开时,由“数字设定”、“面板电位器”或“外部输入信号”设定的频率,可以实现8段速度。E310变频器端子选择的7段速度的每一段的速度都可以由机床厂家或用户根据自己的需要在参数F3.01-F3.07上自由设置。根据设定的多段速频率(即运丝速度)的不同,可以使E310变频器分别应用于快走丝机床、中走丝机床和慢走丝机床的多次切割工艺。
E310变频器接线见下图2:

图2
E310变频器参数设定见下表2:
功能代码
设定值
参数功能描述
F0.00
0
“数字设定”设定变频器运行频率(通过F0.01设定或变频器面板上下键
1
“外部输入信号(外部电位器)”设定变频器运行频率
3
“面板电位器”设定变频器运行频率
F0.01
根据用户需要设定
当F0.00=1“数字设定”设定变频器运行频率时有效
F0.02
0021
三线式模式,外部端子控制变频器启动
F0.05
50
上限频率
F0.06
0.8
加速时间
F0.07
0.8
减速时间
F1.06
9
三线式运转控制(启动/运丝)
F1.08
1
多段速控制1
F1.09
2
多段速控制2
F1.10
3
多段速控制3
F1.13
10
TA/TC高频输出
F2.03
10
停机时直流制动起始频率
F2.04
0.5
停机时直流制动动作时间
F2.05
20
停机时直流制动动作电压
F3.01
0-50HZ
多段速频率1(X4和CM闭合)
F3.02
0-50HZ
多段速频率2(X5和CM闭合)
F3.03
0-50HZ
多段速频率3(X4,X5和CM闭合)
F3.04
0-50HZ
多段速频率4(X6和CM闭合)
F3.05
0-50HZ
多段速频率5(X4,X6和CM闭合)
F3.06
0-50HZ
多段速频率6(X5,X6和CM闭合)
F3.07
0-50HZ
多段速频率7(X4,X5,X6和CM闭合)
F4.06
1
线切割运行模式动作
F4.07
99
高频继电器启动频率
F4.08
99
高频继电器启动频率
F4.11
2
继电器启动延迟(根据机床需要设置)
表2
3.四方E310变频器往复式运丝功能在中走丝线切割机上的应用。
线切割机机床往复式模式运丝(定时制动换向)是一些厂家采用的提高机床加工精度的新工艺。该功能采用运丝前进(电机正转)X秒再后退(电机反转)Y秒(一般设X>Y)的循环工进模式对工件进行切割加工,这种工艺能显著减少切割条纹,提高切割光洁度和精确度,提高产品竞争力。四方E310变频器通过输入端子X3和公共端CM闭合来开启往复模式,前进时间(F4.09)和后退时间(F4.10)根据需要可以随意设置。E310变频器接线见下图3:

图3
E310变频器参数设定见下表3:
功能代码
设定值
参数功能描述
F0.00
0
“数字设定”设定变频器运行频率(通过F0.01设定或变频器面板上下键
1
“外部输入信号”设定变频器运行频率
3
“面板电位器”设定变频器运行频率
F0.01
根据用户需要设定
当F0.00=1“数字设定”设定变频器运行频率时有效
F0.02
0021
三线式模式,外部端子控制变频器启动
F0.05
50
上限频率
F0.06
0.8
加速时间
F0.07
0.8
减速时间
F1.06
9
三线式运转控制(启动/运丝)
F1.07
17
往复运行投入
F1.08
1
多段速控制1
F1.09
2
多段速控制2
F1.10
3
多段速控制3
F1.13
10
TA/TC高频输出
F2.03
10
停机时直流制动起始频率
F2.04
0.5
停机时直流制动动作时间
F2.05
20
停机时直流制动动作电压
F3.01
0-50HZ
多段速频率1(X4和CM闭合)
F3.02
0-50HZ
多段速频率2(X5和CM闭合)
F3.03
0-50HZ
多段速频率3(X4,X5和CM闭合)
F3.04
0-50HZ
多段速频率4(X6和CM闭合)
F3.05
0-50HZ
多段速频率5(X4,X6和CM闭合)
F3.06
0-50HZ
多段速频率6(X5,X6和CM闭合)
F3.07
0-50HZ
多段速频率7(X4,X5,X6和CM闭合)
F4.06
1
线切割运行模式动作
F4.07
99
高频继电器启动频率
F4.08
99
高频继电器启动频率
F4.09
5
往复模式前进时间
F4.10
4
往复模式后退时间
F4.11
2
继电器启动延迟(根据机床需要设置)
表3

深圳市四方电气技术有限公司提供摘要:本文主要介绍了四方V560高性能变频在双吊点启闭机主从控制上的应用,成功的解决了两台以上电机同时驱动一个刚性负载时,容易造成负载分配不均匀的问题,合理的解决了一台
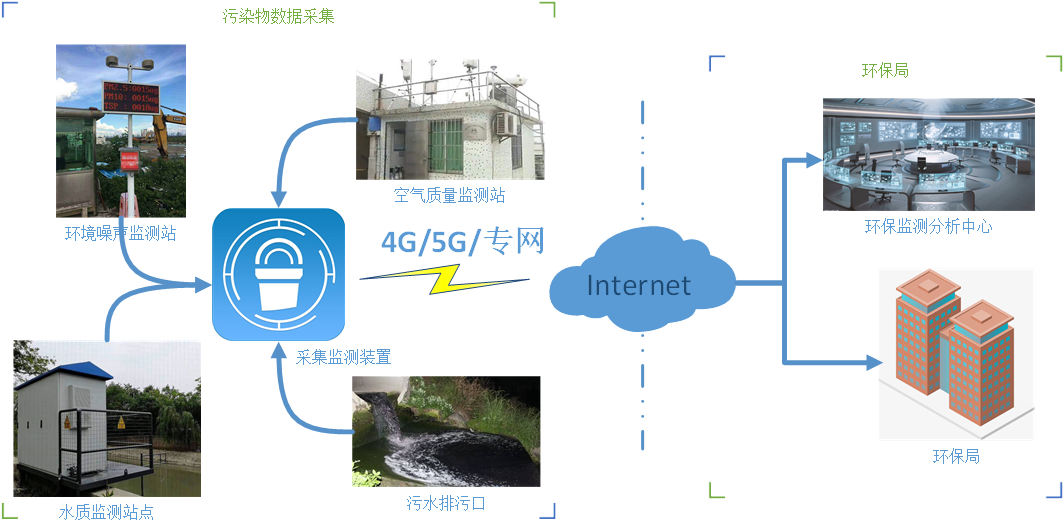
应用场景在环保监测应用环境下,设备需要24小时不间断运行,位置大都位于偏远郊区、野外。常规的有线通讯方式需要投入极大的布线人力、物力,同时有线通讯线缆易于遭到腐蚀或者自然灾害的破坏,且在后期排查故障

捻线机是将多股细纱捻成一股的纺织机械设备,作用是将纱合并后股纱制品加工成线型制品,供织造和针织用线。捻线机适用于棉纱,棉,化纤纤维、缝纫线,真丝,玻璃纤维等加捻、合股工程。本次介绍的应用场合是主要设

1引言邯钢西区能源中心精制煤气加压站有一座15万立米煤气柜和四台煤气加压机,它的功能是回收一炼钢转炉煤气并向邯宝公司电厂和煤气混合站供转炉煤气。1#、2#加压机使用软启动器控制,3#、4#加压机使

近年来,以减轻地球升温效应(削减CO2排量)为代表的环境保护,以及应对石油等能源枯竭的各种措施,推动着全球规模的节能化发展,电动机变频器驱动的节能意向高涨。在国内,伴随着《节能法》的制定及执行力度的

一、水阻柜原理 水阻起动柜是近年来运用比较广泛的电机起动设备。水阻,也就是液体电阻(在水中添加电解粉构成水电阻),顾名思义就是在电机定子回路(鼠笼型电机)或转子回路(绕线式电机)中串入液态电阻


